销售经理: 150 3855 4363 130 1558 3380
24小时技术支持热线:15038554363
电话:0379-69766926
传真:0379-69766926
公司地址:洛阳自贸区高新区银昆科技园
生产厂址:洛新工业园
中频电炉选用方法及配套工程设计要点
生产铸铁件的铸造车间中选用冲天炉+电炉双联熔炼还是采用中频电炉熔炼铁液一直在业内不断争论,两者都有各自的优势和缺点,但是个不争的事实却是近年来高效、可靠、作业灵活的中频电炉设备占据了绝大部分的国内市场。在工程设计中如何选择合适的电炉,设计中又有哪些需要注意的问题,本文将予以探讨。
1选用冲天炉还是中频电炉
冲天炉熔炼铁液时发生一系列的氧化还原反应对铁液有一定冶金过程,而电炉熔炼铁液仅为熔化重熔过程,这就决定了冲天炉的铁液质量在某些方面要比电炉略胜一筹。采用电炉要得到高质量稳定的铁液,原材料品质就要好,但是在同样条件下电炉的一次性投资却只有冲天炉的1/2 如果铸件的品种较多、材质不同,选用电炉生
产灵活性就会很高。一般情况下生产率10 t/h以下时常选用电炉,15 t/h以上时可以考虑冲天炉。电炉是耗电大户,每吨铁液用电量约为600 kW・h,所以选择电炉时一定要考虑当地的供电条件,时常
的拉闸限电势必影响到正常的生产。
2电炉设备组成
电炉主要由机械设备和电气设备两部分组成,并配套专用油浸式变压器。机械设备包括炉体、倾炉装置及水冷系统;电气设备包括中频电源、补偿 电容及控制保护系统。电炉熔炼靠炉体感应线圈产生交变磁场、在金属炉料内产生感应电流,使铁料
发热熔化,铁液温度可达1 550℃,水冷系统是电炉可靠运行的生命保障,起到对炉体和电源柜的冷却降温作用,炉体和电源设两套冷却系统,分水质封闭循环冷却,内循环系统为封闭式,常采用蒸馏水;
外循环系统根据各地的水质不同,一般采用软化水或自来水。
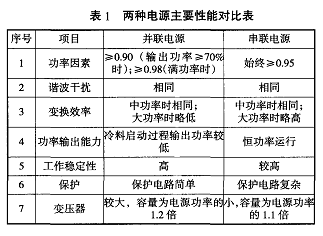
电源柜有电流馈电并联逆变方式和电压馈电串联逆变方式两种,由于设计线路不同,所采用的 整流、平波、逆变的方式和负载谐振回路联接方式 不同,两种方式的主要性能对比如表1所示。
3中频电炉设备选型
电炉是铸造车间中主要的耗电设备,在工程设计中,电炉选择的是否合适,会直接关系到以后的运行成本,影响工厂效益。中频电炉从电源和电炉配置关系上可以分为“一拖一”、“一拖二”等。 一拖一”即单台电源配单台炉体,主要适合电 炉内铁液熔化后迅速倒空,再重新加料熔化的作业条件,或作业不频繁的场合,对小容量及较低功率 的电炉比较适合;也可以是一套电源配置两台炉体通过机械开关来切换,一台炉体熔炼作业,另一台 进行浇注或维修、筑炉。
随着铸造业向规模化、机械化、自动化、精密化
的发展,目前常采用“一拖二中频炉”的电炉熔炼方案,即一台电源向两台炉体供电,采用双炉体、双供电电源。双炉体使得一个炉体熔炼的同时另一个炉体保温调整成份出铁液;双供电电源连续地给两台炉体输送电功率,而且在其额定功率的范围内能以任意 比例分配输送给两台炉体所需功率。一台双供电变频电源可实现两台单供电变频电源的效果,但仅需一台变压器,一条高压供电线路;变频电源的设备 利用率可近100%;无机械或电子的切换开关就可实现向两台炉子供电和分配功率,操作简便,故障率低;当一台炉体作炉衬烧结时,另一台炉体可正常进行熔化作业。在选择电炉时首先要结合生产特点确定电炉生产率和电源功率电炉生产率的确定要考虑许多工艺因素,如全年生产任务、不同铸件的铁液需求量、多条造型线时铁液的平衡等等。在机械化造型线车间,为充分发挥造型线的生产能力,综合考虑不同产品的需 求,电炉生产率应能满足造型线铁液需求量。由于
中频电炉的功率密度配置较大,当其配置功率密度 大于600 kW/t时,其熔化能力基本上可以做到每炉 次的熔化时间在1h以内。电炉功率大小基本依据生产率确定。根据铸造车问每小时生产需要的铁液量,每吨铁液的耗能量同时考虑加配料、扒渣、取样化验等辅助时间,来计算满足生产需求的电沏墓功率,目前国外生产的中频感应熔 炼炉的功率密度一般配置到600 kW/t 800 kW/t。国内生产的中频感应熔炼炉的功率密度一般配置 到700 kW/t左右。这里以配备4 000 kW电源的电炉为例,来估算小时能够提供的铁液量,假如选择某生产厂家的电
炉每吨铁液的耗能量为500 kW・h/t,由于加配料、扒
渣、取样化验等的影响,减少了电源功率的输人时
间,电炉本身的热损失等,电炉总效率0.72~0.75,取
0.75则该电炉的生产率为4 000×0.75/500=6 t/h.
4中频电炉车间配套设计
仅仅选购好的中频电炉,而忽视科学的工艺布局和错误的加配料方式,将直接导致今后使用中耗时、耗能、效率低下和不安全等。
4.1中频电炉加料方式
电炉的加料方式主要有:加料车加料、底开式料桶加料和电磁盘直接加料。加料车加料为电磁盘配好炉料装人加料车中,加料车移动到电炉炉口处振动给料,可以实现均匀加料、即时加料、自动运行;底开式料桶加料是将配好的炉料放入料桶后,吊车吊起料桶置于炉口上,吊钩下降,料桶底部的扇形门打开,炉料落入电炉内;电磁盘直接加料,利用电磁盘配好料后,直接将炉料放人电炉内,操作简单,但效率低。若选用加料车加料、电磁吸盘配料的方式,炉料日耗库易布置在炉后区,电控室布置在炉前区,电炉变压器布置在电炉平台下或侧面,这样就避免配料时电磁吸盘穿越电炉平台工作区,即使铁料跌
落也不会造成人身、设备安全事故,且吊车配料运行距离Z短。
选择何种加料方式主要结合工厂的自动化程度、生产场地、生产规模及投资规模统一考虑。加料车加料自动化水平Z高,但投资大、占地面积多,而底开式料桶加料和电磁盘直接加料则相对较低,电磁盘直接加料工作效率Z低。
4.2中频电炉合金辅料
合金辅料的加入,一般采用手工台秤或地磅称量后人工直接加人电炉内,但当车间内电炉较多合金加入量大时将设计采用机械化自动配料输送系统,不但可以减少人力,而且配料精度高。该系统主要由料斗、振动给料机、称量斗、输送系统组成配好的辅料白动加入底开式料桶,由输送系统送人电炉加料车内。
4.3中频电炉除尘系统设计
电炉熔炼过程中产生的娴气能否有效的收集严重影响着车间的工作环境,因此要结合各个项目的特点,设计合适除尘系统。电炉炯气捕集装置主要有环形吸尘罩、前后倾翻吸尘罩。环形吸尘罩置于炉口四周,结构简单、占据空间小、投资小,但是炯气收集效果差,炉口顶部无法收集烟气,主要适用下油污少、比较干净的炉料,对电炉加料方式适用性比较广,前后倾翻吸尘罩置于炉口顶部,可以随电炉前后倾翻、配合加料车控制倾翻角度,无论是加料、出铁还是熔炼,其除尘效率高,但是采用料斗加料和电磁盘直接加料时不能使用此
除尘罩,只适用于采用加料车加料的方式。
4.4中频电炉安全防护方面设计
除了配置上述的加料系统、除尘系统外,为了保证电炉能够可靠安全的运行,仅仅依靠设备自身的安全防护是远远不够的。防止停水、停电时炉体内的铁液来不及处理,炉体不能有效冷却造成人身、设备安全事故,在车间设计时需要考虑多道安全措施,如设计高位水箱、配套柴油发电机组等。
高位水箱高度不应低于20 m.容量不小于向电炉连续供水2h,当停电时,柴油发电机组一旦不能正常投入使用,水箱里的水就可以靠重力进入炉体冷却系统对炉体降温。为安全起见,高位水箱应是
电炉专用的,不得和其他设施共用。柴油发电机组的作用是在突然停电时,为电炉水冷系统提供动力,使炉体能够得到冷却;为电炉液压系统供电,使铁液可以从炉体内倒出。在工程设计中柴油发电机组除考虑电炉使用外,还要同时考虑余量用于吊运铁液的起重机、浇注机等。
5结语
作为铸造车间重要的熔化设备,选择电炉时应结合铸造车间本身的投资规模、工艺水平、管理水平等对电炉的安全性、经济性、先进性、环保的适应性做全面的评估,选择适合自己的熔炼设备。主要
从工厂设计的角度对电炉生产能力的选择、配套设施的设计及电炉安全方面做了简要论述,为优化电炉及配套设备的选用和完善熔炼系统的成套布置提供参考。




















电 话:0379―69766926 手 机:13015583380